Dyna-Tech
Masking Plates for Die
Masking Plates for Die
Couldn't load pickup availability
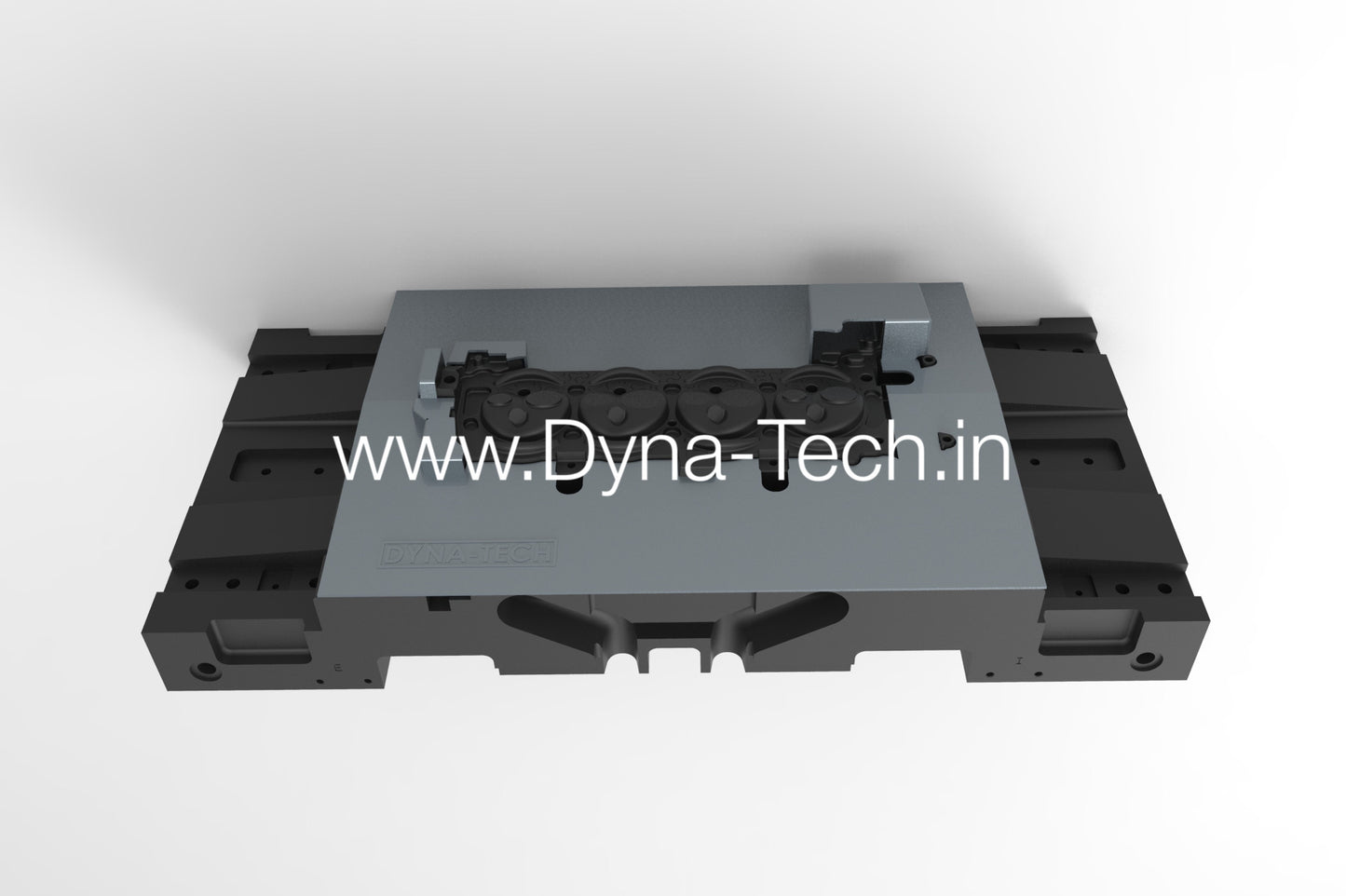
 Die Casting Masking Plates
Die Casting Masking Plates
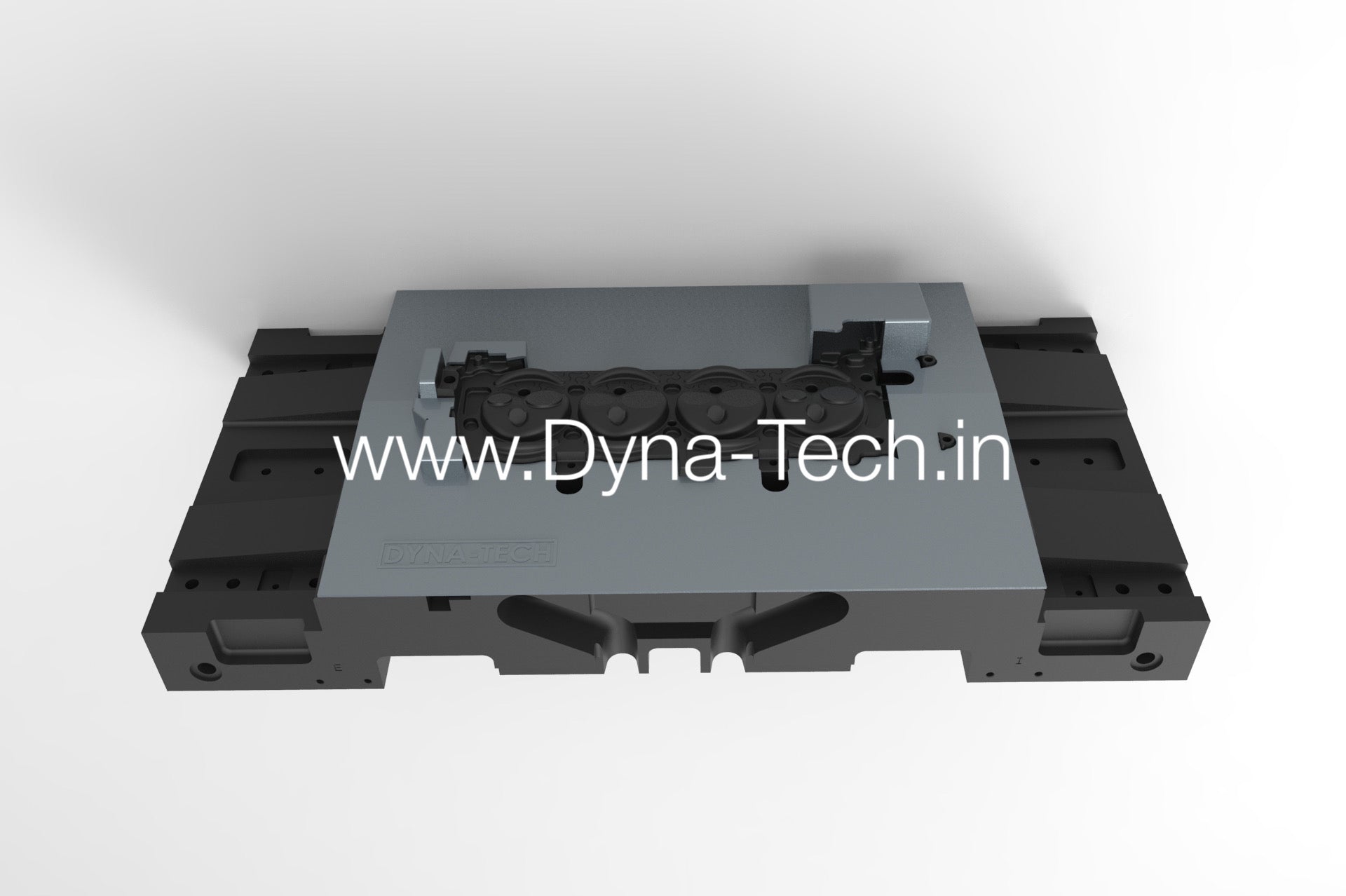
Precision masking plates protect critical die surfaces during coating, spraying, and maintenance. Reusable steel construction for automotive die casting operations.
Benefits:
- Protects die cavities during surface treatment
- Maintains dimensional accuracy
- Reduces die preparation time by 40%
- Reusable for multiple applications
Specifications:
- Material: Industrial-grade steel
- ISO 9001:2015 certified
- Made in India
Used for die coating, release agent application, and maintenance masking in aluminum and zinc die casting.
Contact for custom sizes and bulk orders.
Materials
Materials
MOC: Stainless Steel
Shipping & Returns
Shipping & Returns
Dimensions
Dimensions
As per Requirements / Standard Optimised Dimesions
Usage SOP
Usage SOP
STANDARD OPERATING PROCEDURE (SOP)
Maximizing Life of Dyna-Tech Stainless Steel Foundry Tools
OBJECTIVE
To ensure long service life, consistent performance, and safe operation of Dyna-Tech stainless-steel foundry tools including pouring cups, skimmers, and funnels used for molten metal handling.
PROCEDURE STEPS
- PREHEATING
- Always preheat the tool uniformly to 250–300°C before first contact with molten metal.
- Use a gas burner or furnace preheater to eliminate surface moisture and prevent thermal shock.
- Never dip cold tools directly into molten aluminium.
- COATING APPLICATION
- Apply a non-wetting coating (TPT 120 or equivalent Boron Nitride-based coating) on all molten-metal contact surfaces (ID & OD).
- Use a brush or spray to achieve a uniform, thin layer.
- Allow proper drying or curing as recommended by the coating supplier before use.
- Reapply coating daily or whenever wear or metal sticking is observed.
- INSPECTION BEFORE USE
- Visually check for cracks, deformation, oxide scaling, or missing coating before every shift.
- Replace any damaged tools immediately to prevent metal contamination or tool failure.
- SKIMMING AND POURING PRACTICE
- Skim molten aluminium thoroughly before using any pouring or handling tool.
- Avoid dragging tools across the refractory floor; always lift and move smoothly.
- Maintain steady, controlled motion during pouring to minimize turbulence and metal splashing.
- HANDLING AND PLACEMENT
- Do not strike or scrape tools against the furnace or ladle walls.
- After use, place tools only on a heat-resistant stand or rack, never on a concrete or wet floor.
- Avoid contact with water or cool surfaces when hot.
- CLEANING AFTER EACH SHIFT
- When tools are warm (not hot), remove oxide or dross build-up using a soft wire brush or scraper.
- Do not grind or hammer the surface — this damages the protective coating and shortens tool life.
- Inspect coating condition and reapply if dull or worn.
- STORAGE
- Store tools in a dry, covered area free from moisture, flux residues, or corrosive vapours.
- Hang skimmers and smaller tools vertically; keep larger ones on wooden or insulated racks.
- Never stack tools directly on each other without separators.
- PERIODIC MAINTENANCE
- Perform a detailed inspection every week for wear, surface oxidation, or joint looseness.
- Recoat or refurbish as required.
- Record maintenance activity in the foundry tool log for traceability.
SAFETY PRECAUTIONS
⚠️ Always wear appropriate Personal Protective Equipment (PPE): ⚠️
- Face shield
- Heat-resistant gloves
- Leather apron
- Safety shoes
- Arm guards for extended pours