
Dyna-Tech
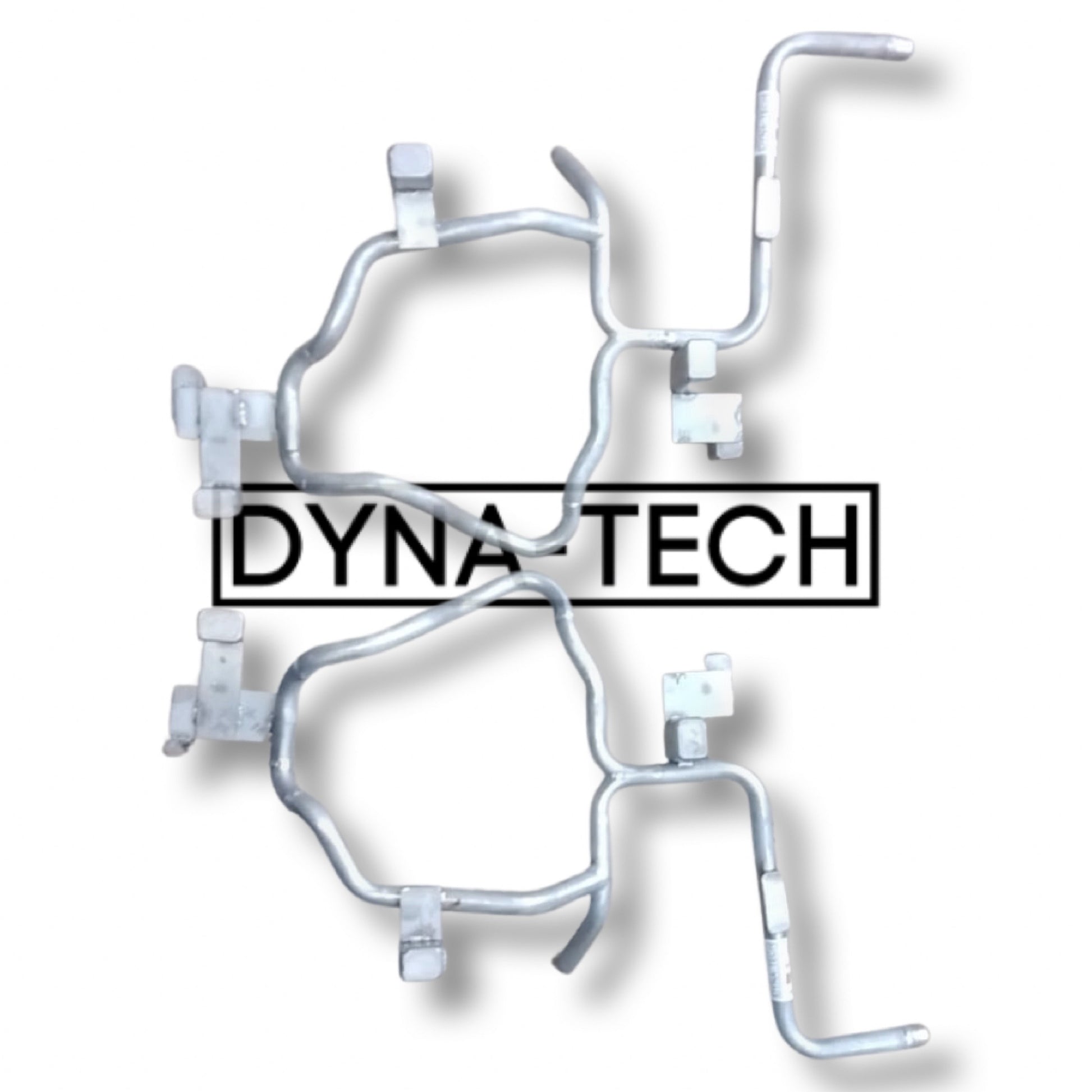
Die Preheating Burner - Custom Engineered for Die Casting Operations
Die Preheating Burner - Custom Engineered for Die Casting Operations
Couldn't load pickup availability
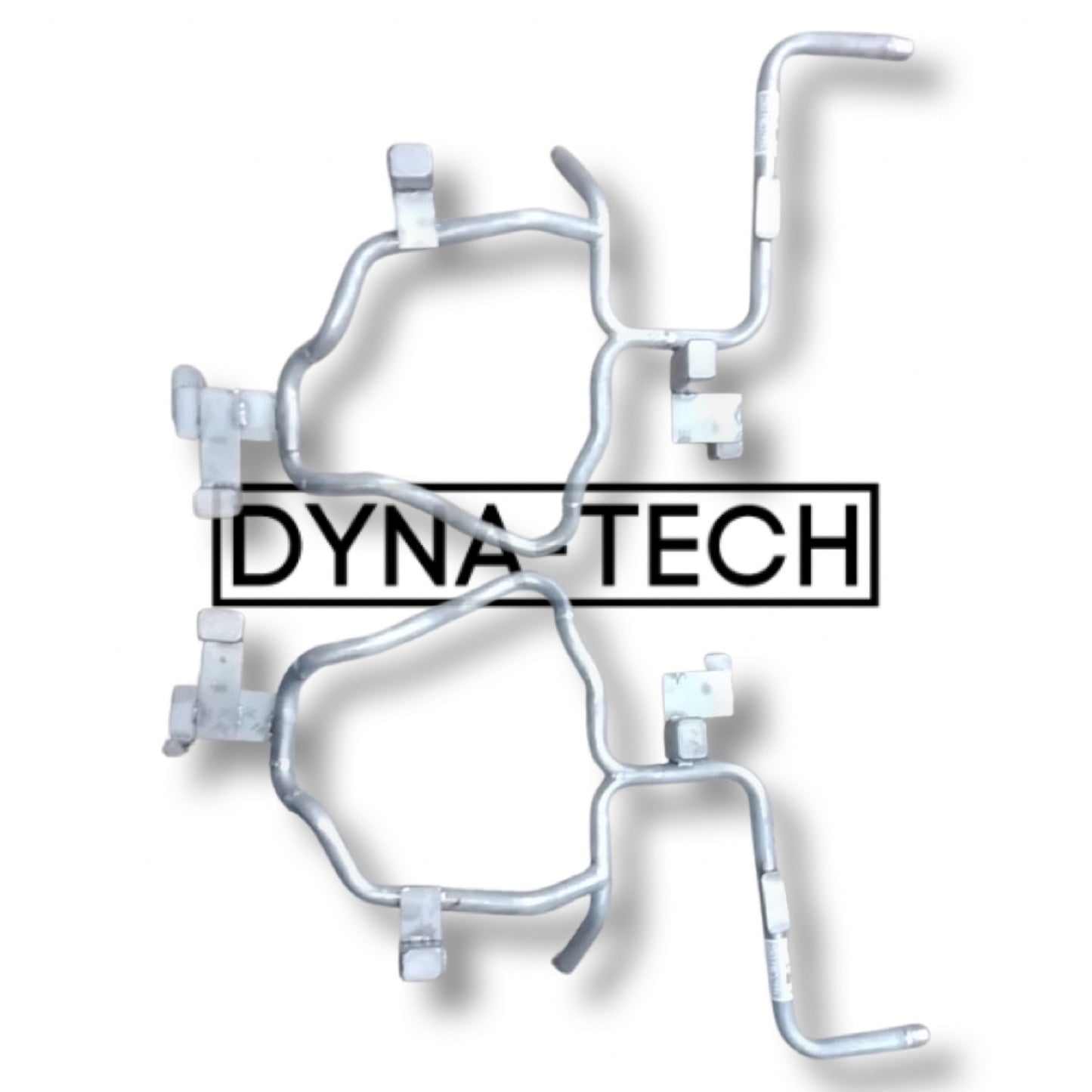
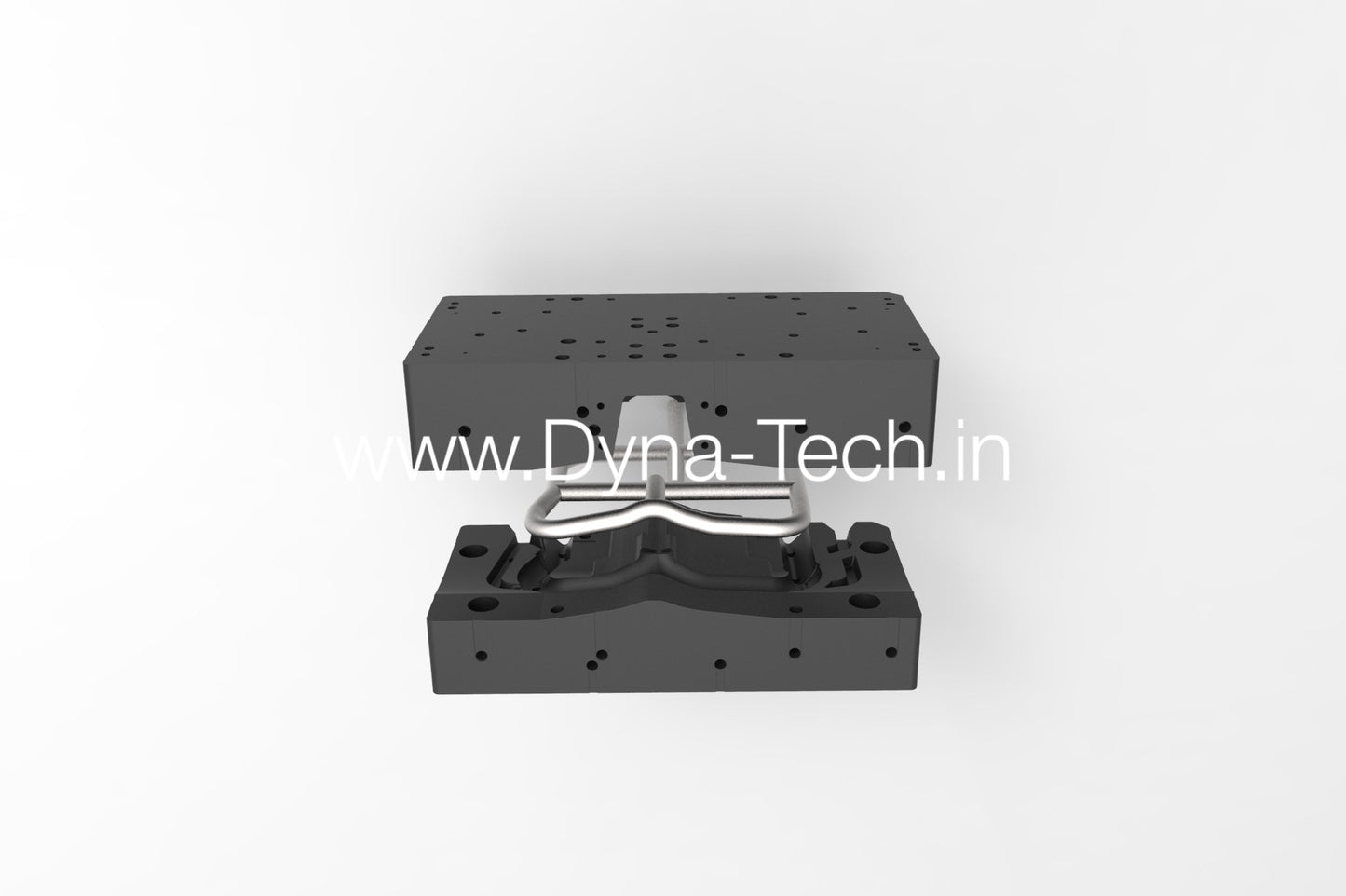
Custom-engineered die preheating burner designed to your exact specifications.
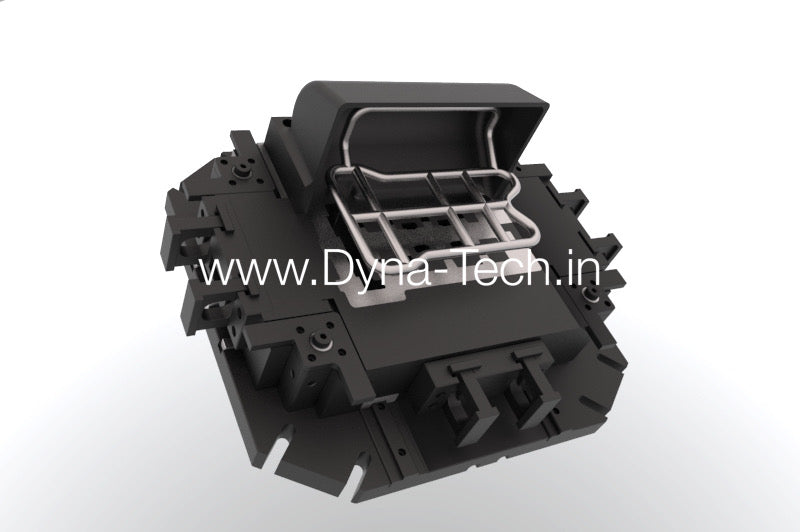
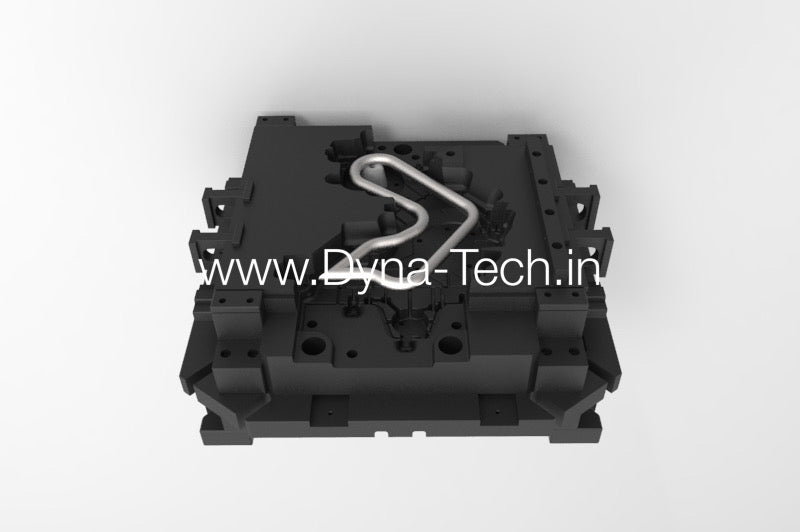
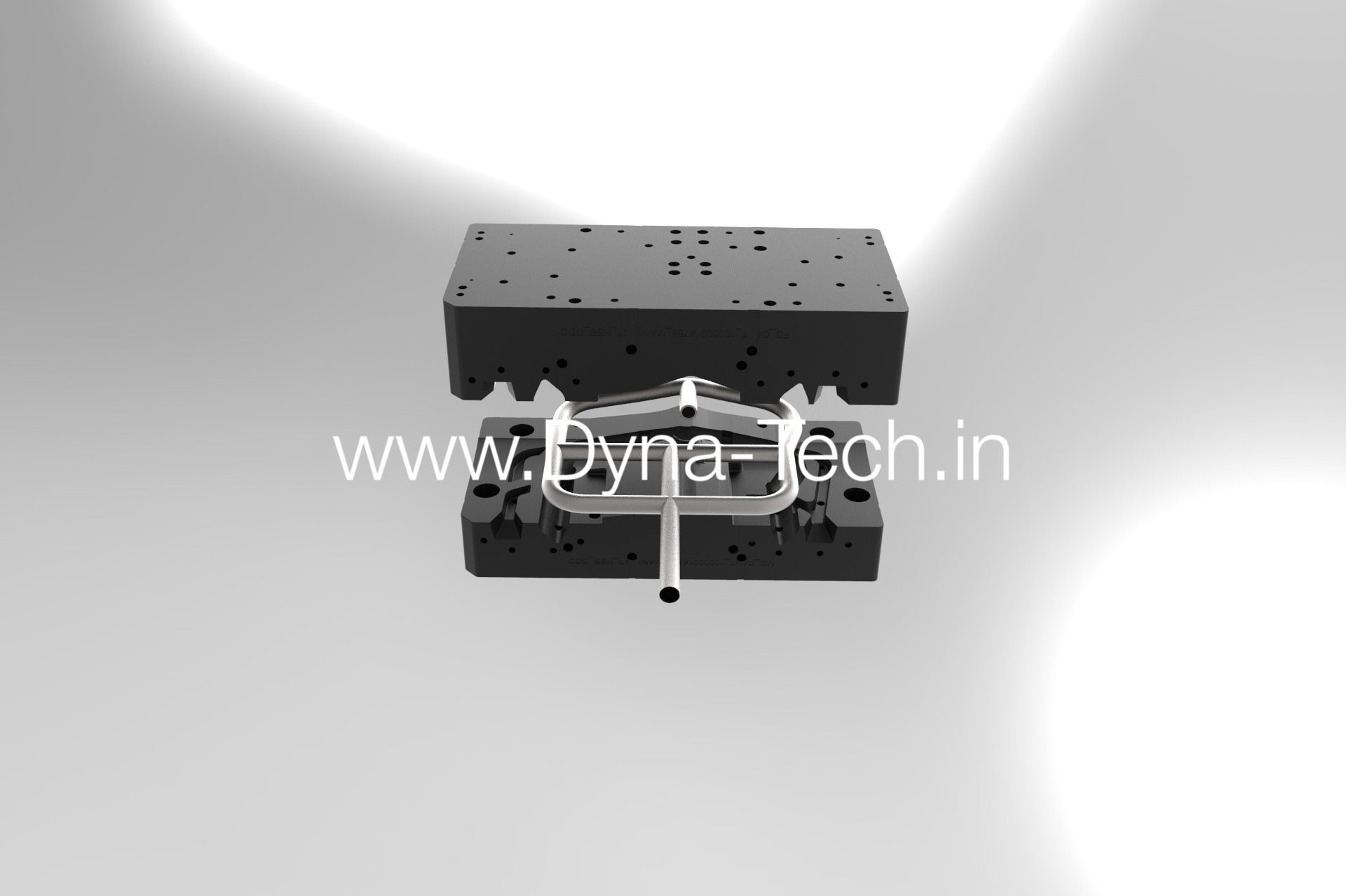
Our die preheating burners are precision-crafted based on your 3D models, ensuring perfect integration with your die casting operations. Advanced temperature analysis and maintenance-free design deliver reliable performance for demanding foundry environments.
Custom Engineering Excellence
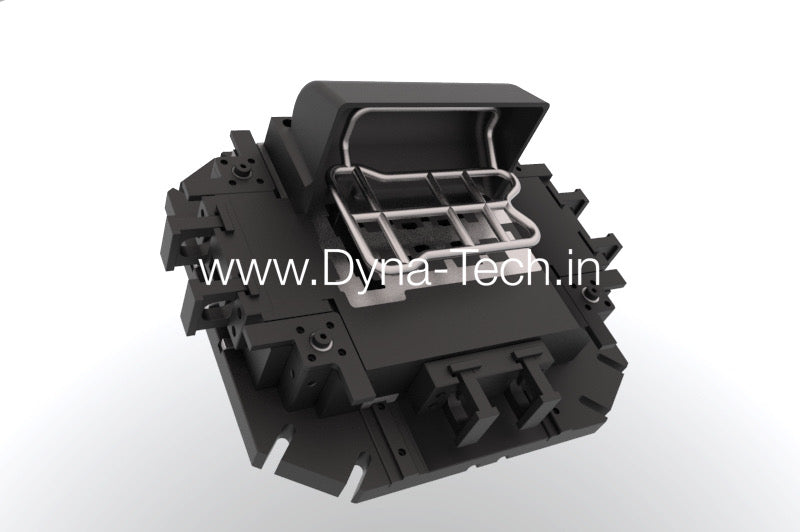
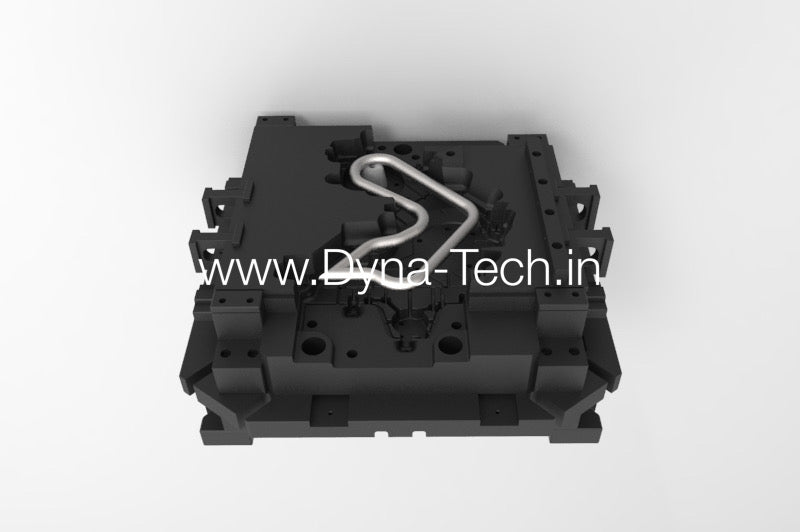
- Custom Design: Engineered to your exact 3D model specifications for perfect fit and performance
- Temperature Analysis: Software simulation and thermography ensure optimal heat distribution
- Maintenance-Free SS Nozzles: High-quality stainless steel nozzles for long-lasting, trouble-free operation
- Efficient Operation: Optimized fuel consumption and heat transfer for cost-effective preheating
Ideal for: Die casting operations, aluminum foundries, alloy wheel manufacturing, and precision metal forming applications.
Each burner is custom-engineered using advanced thermal analysis to ensure consistent, reliable die preheating that improves casting quality and extends die life.
Materials
Materials
MOC: Stainless Steel
Shipping & Returns
Shipping & Returns
Dimensions
Dimensions
As per Requirements / Standard Optimised Dimesions
Usage SOP
Usage SOP
STANDARD OPERATING PROCEDURE (SOP)
Maximizing Life of Dyna-Tech Stainless Steel Foundry Tools
OBJECTIVE
To ensure long service life, consistent performance, and safe operation of Dyna-Tech stainless-steel foundry tools including pouring cups, skimmers, and funnels used for molten metal handling.
PROCEDURE STEPS
- PREHEATING
- Always preheat the tool uniformly to 250–300°C before first contact with molten metal.
- Use a gas burner or furnace preheater to eliminate surface moisture and prevent thermal shock.
- Never dip cold tools directly into molten aluminium.
- COATING APPLICATION
- Apply a non-wetting coating (TPT 120 or equivalent Boron Nitride-based coating) on all molten-metal contact surfaces (ID & OD).
- Use a brush or spray to achieve a uniform, thin layer.
- Allow proper drying or curing as recommended by the coating supplier before use.
- Reapply coating daily or whenever wear or metal sticking is observed.
- INSPECTION BEFORE USE
- Visually check for cracks, deformation, oxide scaling, or missing coating before every shift.
- Replace any damaged tools immediately to prevent metal contamination or tool failure.
- SKIMMING AND POURING PRACTICE
- Skim molten aluminium thoroughly before using any pouring or handling tool.
- Avoid dragging tools across the refractory floor; always lift and move smoothly.
- Maintain steady, controlled motion during pouring to minimize turbulence and metal splashing.
- HANDLING AND PLACEMENT
- Do not strike or scrape tools against the furnace or ladle walls.
- After use, place tools only on a heat-resistant stand or rack, never on a concrete or wet floor.
- Avoid contact with water or cool surfaces when hot.
- CLEANING AFTER EACH SHIFT
- When tools are warm (not hot), remove oxide or dross build-up using a soft wire brush or scraper.
- Do not grind or hammer the surface — this damages the protective coating and shortens tool life.
- Inspect coating condition and reapply if dull or worn.
- STORAGE
- Store tools in a dry, covered area free from moisture, flux residues, or corrosive vapours.
- Hang skimmers and smaller tools vertically; keep larger ones on wooden or insulated racks.
- Never stack tools directly on each other without separators.
- PERIODIC MAINTENANCE
- Perform a detailed inspection every week for wear, surface oxidation, or joint looseness.
- Recoat or refurbish as required.
- Record maintenance activity in the foundry tool log for traceability.
SAFETY PRECAUTIONS
⚠️ Always wear appropriate Personal Protective Equipment (PPE): ⚠️
- Face shield
- Heat-resistant gloves
- Leather apron
- Safety shoes
- Arm guards for extended pours